Aumento del OEE: Implantación de un modelo de excelencia operacional.
- Alineación de producción, calidad y mantenimiento en un único objetivo.
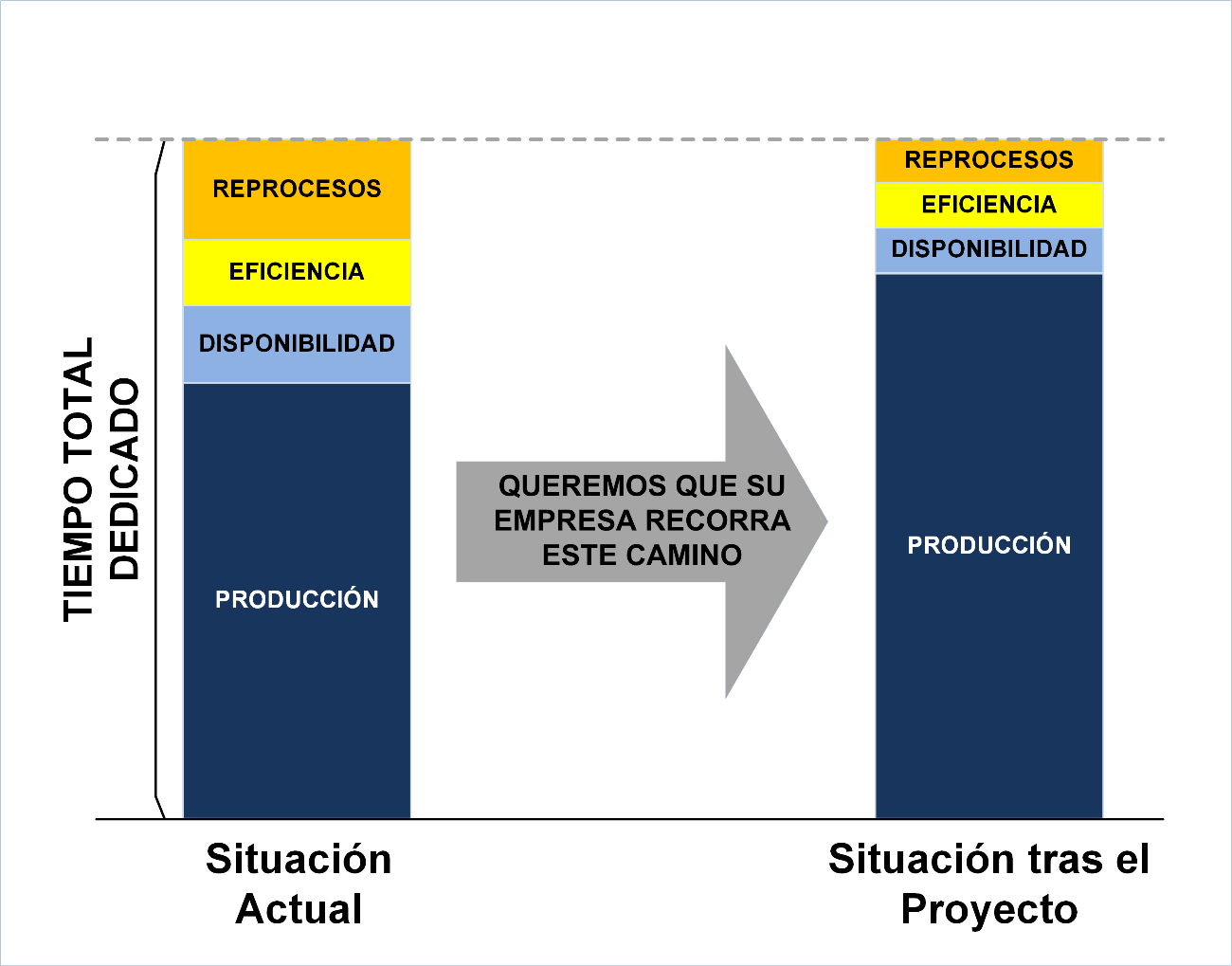
- Aumento de la productividad.
- Aumento de la capacidad de producción.
- Reducción de costes de materiales a partir de la reducción de los reprocesos.

¿Por qué este proyecto?
Definición del problema
Un escenario frecuente en las plantas de producción puede ser:
- Se reconoce que el OEE está en un nivel bajo.
- Los costes de manufactura y mermas de material son elevados.
- Se pierde capacidad de producción de las líneas.
- Por lo anterior, se falla en el servicio al cliente.
- Los sistemas de captura de datos para calcular el OEE requieren mucho esfuerzo y, a veces, no hay rigor en su registro.
- La interpretación de resultados también es difícil e incluso se desconfía de los resultados que devuelve el sistema.
- Frustración por falta de cooperación entre departamentos y por la no consecución de los resultados.
Causas
- Calidad, mantenimiento y manufactura están desalineados:
- Calidad se centra en la inspección del producto terminado y no en la fuente del error, es decir, no supervisa el proceso:
- De esta manera, no hay responsabilidad en que las piezas salgan bien a la primera, calidad solo se preocupa de que no le lleguen al cliente. Se responsabiliza a producción de los rechazos.
- Además, para estar más cubiertos ante la inspección del cliente, hay motivación por rechazar más unidades.
- El dato de Calidad del OEE es falso porque no tienen en cuenta las unidades que se han reprocesado o desechado, solo las que rechaza el cliente.
- Mantenimiento aparece "cuando puede":
- El tiempo de máquina parada no es algo que les afecte.
- Los operarios de producción no disponen de formación y, por tanto, de autonomía para actuar sobre averías de fácil reparación.
- Esto genera un tiempo de máquina parada que se debe más a la espera al técnico de mantenimiento que a la propia reparación.
- Calidad se centra en la inspección del producto terminado y no en la fuente del error, es decir, no supervisa el proceso:
- La complejidad de la carga de los datos y de su análisis hace que se pierda el foco en lo que importa: OEE real.
Efectos
- Un OEE bajo que, en términos económicos se traduce en:
- Sobrecostes de mano de obra.
- Fallos de servicio al cliente.
- Sobrecostes en materias auxiliares y materias primas por reprocesos.
- Se pierde capacidad de producción, lo cual genera también costes de oportunidad.
- En el ámbito personal esta situación genera lo siguiente:
- Frustración de la dirección.
- Confrontación entre departamentos.
- Baja satisfacción de los trabajadores.
Necesidad y propuesta de solución
- Llevar a cabo un diagnóstico y muestreo de la productividad:
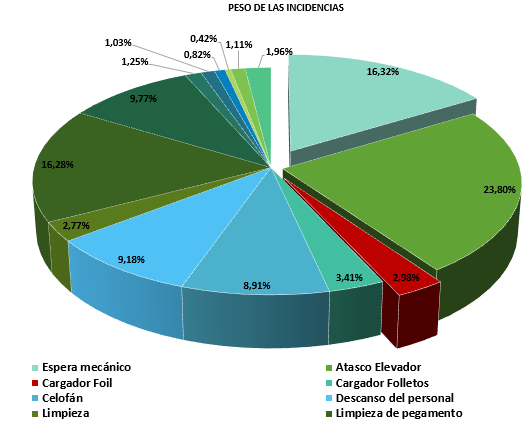
- Muestrear las paradas que se dan en las líneas.
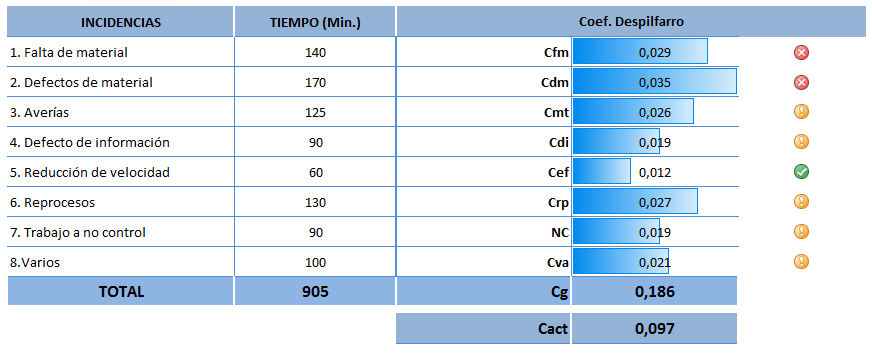
- Analizar las causas raíz e identificar el Pareto de causas de parada.
- A partir de lo anterior formular una estrategia de mejora y propuestas de políticas de coordinación.
- Analizar el sistema de medición de la productividad actual.
- Presentación de resultados del diagnóstico y propuesta de mejora.
- Desarrollo de un sistema de medición del OEE que cumpla estas dos prioridades:
- Simplifica la carga de datos y la salida de resultados y su interpretación.
- Lo que incentiva coincide totalmente con el objetivo de la planta: El OEE real.
- Diseño e implantación de un modelo de excelencia operacional orientado al cumplimiento y mejora del OEE.
- Formación a los usuarios

Objetivos
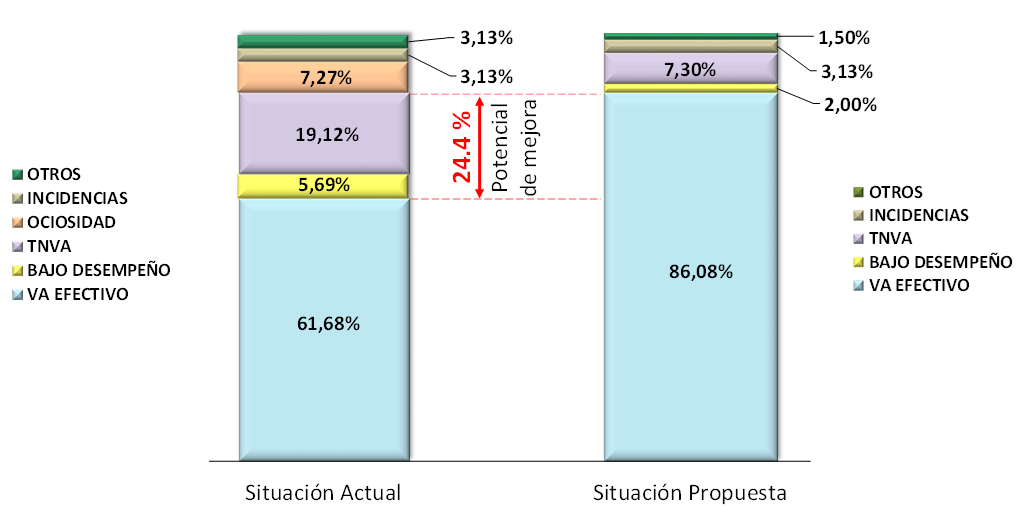
- Aumentar el OEE.
- Aumentar la capacidad de producción.
- Mejorar el servicio al cliente.
- Reducir los costes.
... Y mejorar la calidad de vida de todos los implicados.